El Defecto Invisible: Por Qué los Especímenes Compuestos Exigen un Tipo de Precisión Más Profundo
Jun 06, 2026

El Saboteador Silencioso en Tus Datos de Prueba
Un técnico de laboratorio pesa un polvo termoplástico recién sintetizado con la concentración de un farmacéutico. Las fibras de refuerzo están perfectamente dispersas. La formulación es elegante. Luego prensa la muestra, la muele en forma de hueso de perro y la monta para la prueba de tracción.
La curva parece incorrecta. No dramáticamente incorrecta, solo un porcentaje menor de resistencia última, un poco más de dispersión entre cinco especímenes supuestamente idénticos. La mayoría de los investigadores culparán a la inhomogeneidad del material. Pocos sospecharán los tres segundos de enfriamiento incontrolado que crearon un gradiente de cristalinidad dentro del espécimen. Los datos no midieron el material. Midieron el artefacto de moldeo.
Esta es la crisis silenciosa en la preparación de especímenes compuestos. Gastamos millones en espectrómetros y microscopios electrónicos, pero a menudo confiamos el paso más delicado—transformar polvo o prepreg en una probeta de prueba exacta dimensionalmente y libre de vacíos—a equipos diseñados para una era más simple.
La Psicología del Proceso: Por Qué Subestimamos el Moldeo
Los humanos creemos intuitivamente que "calor más presión iguala un bloque sólido". Esa creencia es peligrosa. Confunde la presencia de temperatura y fuerza con la coreografía precisa de temperatura y fuerza.
Una prensa caliente de placas de laboratorio no es una plancha para gofres glorificada. Es un instrumento reológico disfrazado. Su verdadera función es gestionar la evolución de la viscosidad de una matriz polimérica a través de tres fases interdependientes—precalentamiento, mantenimiento de presión y enfriamiento controlado—para que cada fibra sea mojada, cada burbuja eliminada y cada dominio cristalino se forme bajo reglas deliberadas.
Cuando esta coreografía falla, el fallo suele ser invisible. Una fracción de vacío del 2% no cambia el color del espécimen. Simplemente reduce la vida a fatiga en un 15%. Y ese es el tipo de error más peligroso: un sesgo sistemático que no puedes ver, pero que corrompe silenciosamente cada conclusión que extraes.
El Nexo Térmico-Presión
El Calor No Es Solo Energía
A temperaturas que van desde 150°C hasta 185°C, la matriz polimérica sufre una transformación profunda. Sus largas cadenas ganan suficiente movilidad para deslizarse unas sobre otras. La viscosidad cae en órdenes de magnitud. En esa estrecha ventana térmica, el material puede llenar los rincones microscópicos del molde y mojar profundamente las fibras de refuerzo.
Pero cada polímero tiene un presupuesto térmico. Excederlo, y comienza la escisión de cadenas. La matriz se degrada antes de llegar al marco de prueba. Una prensa caliente precisa respeta este presupuesto con un calentamiento uniforme de placa controlado por PID—sin puntos calientes, sin conjeturas.
La Presión Como Herramienta de Extracción de Vacíos
Aplica de 20 MPa a 45 MPa de presión, y sucede algo notable: el aire atrapado y los subproductos volátiles comienzan a disolverse en la masa fundida o migran a lo largo de las interfaces hasta escapar del borde del molde. El material pasa de ser una colección de partículas separadas a una estructura monolítica continua y densa.
Poca presión, y las microburbujas permanecen como concentradores de tensión. Demasiada presión, y puedes aplastar refuerzos frágiles o forzar a la matriz a extrudirse fuera del molde. El "punto óptimo" es estrecho, repetible solo con sistemas hidráulicos calibrados y control de fuerza preciso.
El Dilema del Enfriamiento
La mayoría de las discusiones de laboratorio se centran en el calentamiento. Pero la tasa de enfriamiento define la microestructura final. Templar demasiado rápido, y congelas cadenas amorfas en un estado inestable, estableciendo tensiones residuales internas. Enfriar demasiado lento, y puedes excederte hacia una cristalinidad esferulítica grande, alterando la rigidez y el comportamiento al impacto.
Un enfriamiento uniforme en toda la superficie de la placa—a menudo logrado a través de circuitos internos de agua o enfriamiento por aire con rampa precisa—asegura que cada espécimen en un lote cristalice bajo una historia térmica idéntica. De lo contrario, estás comparando copos de nieve, no muestras estandarizadas.
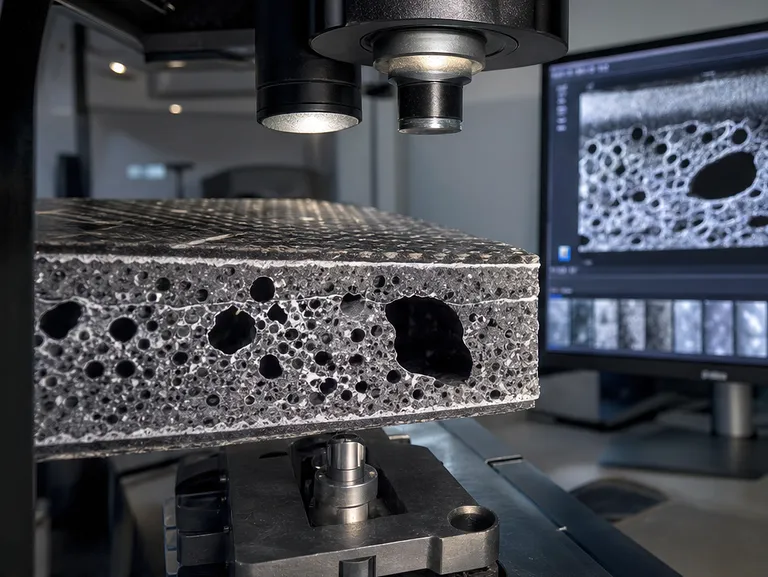
Cómo los Defectos se Ocultan a Simple Vista
Los especímenes compuestos pueden parecer perfectos a simple vista y aún estar profundamente comprometidos.
- Vacuos subsuperficiales: Solo visibles después del seccionamiento. Reducen la resistencia al cizallamiento interlaminar hasta en un 20%, pero no dejan rastro en la superficie.
- Gradientes de densidad: Las variaciones de densidad de borde a centro pueden desviarse en menos del 1%, pero desplazan los sitios de iniciación de fractura, haciendo que los modos de falla sean impredecibles.
- Microrrugosidad superficial: Cuando las placas no están pulidas a una planicidad a nivel de micras, el deslizamiento de la sujeción durante las pruebas de tracción introduce artefactos que se atribuyen a la rigidez del material.
- Alabeo por tensión residual: Un espécimen que se curva ligeramente después del desmoldeo ya ha almacenado energía elástica. Se comportará de manera diferente bajo carga que un espécimen libre de tensiones, incluso si ambos provienen del mismo lote.
Estos no son problemas del material. Son problemas de moldeo disfrazados de problemas del material. Y erosionan el bien más preciado en la investigación: la confianza.
Las Tres Fases que Definen la Verdad de un Espécimen
Un ciclo de prensado en caliente bien ejecutado se desarrolla en tres actos deliberados.
Fase 1: Precalentamiento y Respirabilidad El conjunto del molde se lleva a la temperatura objetivo con una presión inicial mínima, permitiendo que el material se ablande y que cualquier bolsa de aire grande escape antes de que comience la compactación total. Un ciclo corto de respiración—liberación momentánea de presión—puede purgar aún más los volátiles.
Fase 2: Compactación Total Bajo Presión de Mantenimiento Una vez que la matriz alcanza la temperatura de flujo, se aplica y mantiene alta presión. Este es el momento de densificación. El tiempo de mantenimiento debe ser lo suficientemente largo para que las cadenas poliméricas penetren los haces de fibras y para que el gas residual se disuelva, pero no tanto como para que comience la degradación. Para algunas matrices, tan solo 30 segundos extra de tiempo de mantenimiento pueden empujar el peso molecular por debajo de la especificación.
Fase 3: Solidificación Controlada La presión se mantiene mientras comienza el enfriamiento. A medida que la matriz se solidifica, su volumen se contrae. Mantener la presión durante esta contracción previene la delaminación y asegura que el espécimen conserve sus dimensiones moldeadas. La tasa de enfriamiento—ya sea natural, por aire forzado o agua—determina la cristalinidad final y el perfil de tensiones residuales.
Una prensa caliente de placas de laboratorio que gestiona estas fases con precisión digital te da no solo especímenes, sino trazabilidad del proceso. Sabes exactamente lo que experimentó cada muestra. Esa es la base de una ciencia reproducible.
Cuando los Buenos Materiales se Vuelven Malos
| Factor de Riesgo | Consecuencia Oculta | Cómo el Moldeo de Precisión lo Previene |
|---|---|---|
| Temperatura Desigual de la Placa | Viscosidad de fusión inconsistente a través de la lámina; defectos en los bordes en algunos especímenes | Múltiples zonas de calentamiento controladas por PID con monitoreo activo de la placa |
| Sobrepico de Presión | Rotura de fibras, especialmente en prepregs unidireccionales | Control servo hidráulico de circuito cerrado con rampas programables |
| Enfriamiento Prematuro | Formación de una "piel" superficial antes de la compactación total; porosidad interna | Perfiles sincronizados de temperatura-presión que mantienen el estado de fusión hasta que la compactación esté completa |
| Espesor Irregular | Dimensiones fuera de especificación según ASTM/ISO; invalida la comparación entre lotes | Placas paralelas rectificadas con precisión con espaciadores de espesor opcionales |
| Variación de Vulcanización/Curado | Densidad de entrecruzamiento inconsistente en matrices elastoméricas | Perfiles de curado multipaso programables con registro de datos en tiempo real |
La tabla no es teórica. En la investigación de compuestos de caucho-escoria, una desviación de 3°C durante la vulcanización puede cambiar el módulo elástico en un 8%. En nanocompuestos termoplásticos, una diferencia de presión de 1 MPa cambia la alineación plana de los rellenos de nitruro de boro, alterando la conductividad térmica a través del plano en una cantidad medible. La precisión no es un lujo; es la diferencia entre la señal y el ruido.
La Solución Debajo de la Placa

Cuando te paras frente a una prensa caliente de laboratorio moderna, lo que ves es acero e hidráulica. Lo que obtienes es un motor de decisiones para el control de la microestructura.
Las prensas modernas integran cámaras de vacío para extraer volátiles antes de que se conviertan en burbujas atrapadas, curvas de fuerza-recorrido programables que previenen la sobrecompactación y enfriamiento rápido por agua que congela el estado cristalino deseado en todo un lote. Las mejores no solo suministran calor y presión, sino que hacen cumplir un protocolo termomecánico tan reproducible como un método de laboratorio estándar.
Aquí es donde el equipo se convierte en un verdadero socio en la investigación. En nuestra división de laboratorio experto, proporcionamos soluciones completas de preparación de muestras diseñadas específicamente para la ciencia de materiales. Nuestra línea de prensas hidráulicas incluye prensas de laboratorio estándar, prensas para pastillas XRF, prensas calientes con capacidad de vacío para moldeo libre de vacíos, y Prensas Isostáticas en Frío y Caliente para geometrías complejas de compactación de polvos. Estos sistemas comparten una filosofía de diseño común: ofrecer la precisión que necesitas para confiar completamente en tus especímenes.
Más allá de la prensa, un flujo de trabajo de preparación verdaderamente integrado también considera los pasos previos. El tamaño y la forma de las partículas influyen directamente en cómo los polvos se compactan y fluyen bajo calor. Por eso nuestro equipo complementario—molinos de bolas planetarios, molinos de chorro, molinos criogénicos de nitrógeno líquido y tamizadores vibratorios—te ayuda a controlar toda la cadena desde el polvo en bruto hasta el espécimen final. Un polvo homogéneo y bien caracterizado prensado bajo control térmico perfecto produce datos que puedes defender.
El Romance del Ingeniero

Hay una belleza silenciosa en ver un montón caótico de polvo transformarse en una lámina brillante, plana y estructuralmente perfecta bajo la coreografía suave e invisible de la temperatura y la fuerza. Las cadenas poliméricas que una vez estaban enredadas e inmóviles ahora fluyen, se alinean y se bloquean en un orden diseñado. El aire que una vez separaba las partículas se ha ido, reemplazado por contacto molecular en cada interfaz.
Esta transformación no es magia. Es termodinámica, mecánica de fluidos y transferencia de calor—disciplinas lo suficientemente antiguas como para sentirse románticas para cualquiera que construya cosas que no deben fallar. Y los especímenes que emergen de una prensa caliente cuidadosamente gestionada no son meras muestras. Son la expresión física honesta del verdadero carácter de un material. Sin defectos ocultos. Sin excusas. Solo la confianza silenciosa de que lo que mides es lo que hiciste.
Ya sea que estés diseñando la próxima generación de compuestos termoplásticos para aeroespacial, optimizando amortiguadores elastoméricos o desarrollando matrices poliméricas de base biológica que exigen los perfiles térmicos más suaves, tu proceso de moldeo es el puente entre la formulación y la verdad. Crúzalo con cuidado.
enlaces rápidos
Productos sugeridos
Prensa de tableta única de 6 toneladas, equipo de compresión de polvo para laboratorio, máquina formadora de comprimidosLectura adicional
El Momento de la Verdad en los Compuestos de Sólidos Lubricantes: Por Qué Su Prensado Hidráulico Decide Todo Punto de quiebre: lo que una prensa hidráulica revela sobre el hormigón y nuestros propios prejuicios Del polvo a los datos: cómo las prensas de laboratorio de precisión forjan la verdad en los ensayos de minerales La Verdad de 15 Toneladas: Por qué tu Análisis Elemental es tan bueno como tu Pastilla La Ventana Transparente: Cómo la Presión y la Sal Ingenian un Camino de Luz a Través de Muros AntiguosPowderPreparation
Last updated on May 15, 2026




