Las Capas Que No Se Quedaban Planas: Por Qué Nueve Hojas de Cerámica Exigen una Prensa de Laboratorio Que Piensa en Micras
May 17, 2026

La Fractura Silenciosa en el Horno
Abres el horno de sinterización esperando una cerámica monolítica. En su lugar, encuentras un libro que se desmoronó en el fuego: capas pelándose, bordes emplumados con microgrietas. Nadie lo vio venir. El cuerpo en verde se veía perfecto. Pero la perfección a temperatura ambiente es una ilusión que el calor alto rompe rápidamente.
El problema comenzó horas antes, dentro de una prensa de laboratorio que mintió sobre con qué fuerza estaba presionando.
La mayoría de los fallos en las cerámicas multicapa no son fallos del material. Son fallos de control. Ocurren porque una prensa aplicó presión de manera desigual, dejando atrás fantasmas de densidad que solo se hacen visibles cuando la pieza se encoge a 1600°C.
Nueve Hojas, Un Solo Aliento
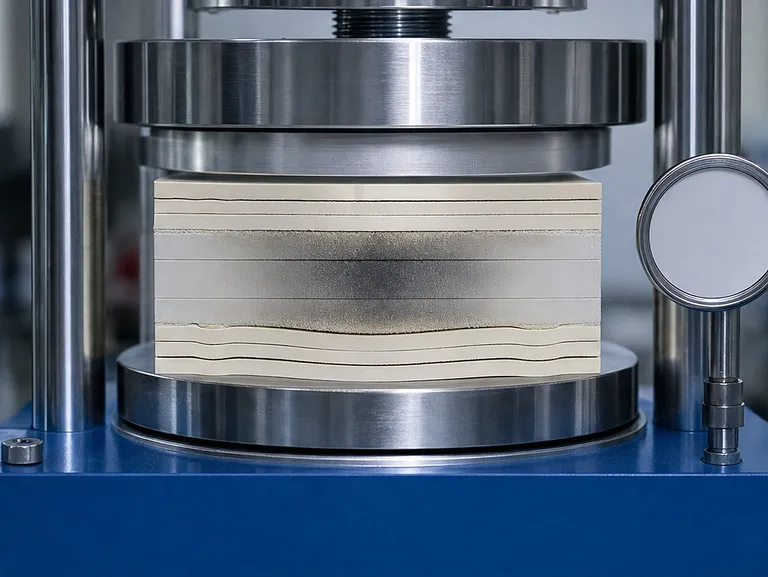
Un laminado de Alúmina-Mullita-Circonia (AMZ) no es un solo objeto. Es una pila de nueve identidades separadas, cada capa de apenas 35 a 40 micrómetros de espesor, unidas por la promesa de una presión uniforme. La promesa es simple: Cada partícula en cada capa sentirá la misma fuerza.
El ojo humano no puede ver una hoja de 40 micras. Es más delgada que una mota de polvo flotando en la luz de la tarde. Sin embargo, dentro de esa capa etérea vive todo el futuro mecánico de una cerámica de alto rendimiento. Si la prensa presiona con más fuerza en el borde izquierdo que en el derecho, las capas de la izquierda se compactan más. Se encogen menos durante la sinterización. El lado derecho se encoge más. La tensión resultante no se anuncia hasta que el horno se enfría y el laminado recuerda que nunca fue realmente una sola cosa.
Esta es la psicología de la ingeniería de precisión: construimos confianza en dimensiones invisibles.
Los Gradientes de Densidad Son un Líquido Que Cree Que Es un Sólido
Lo Que Realmente Hace el Émbolo
Cuando una prensa hidráulica desciende sobre un polvo o una pila de hojas coladas en cinta, no simplemente las "aplasta". Está orquestando una avalancha en cámara lenta. Las partículas se deslizan, giran y reempaquetan. Los vacíos colapsan. Los aglutinantes se ablandan y redistribuyen. Este baile requiere tiempo y, sobre todo, uniformidad.
Una prensa que entrega un pico momentáneo de fuerza crea una piel de alta densidad sobre un interior blando. Una prensa que deriva un 2% en presión entre ciclos introduce un 2% más de incertidumbre en las dimensiones sinterizadas. En la investigación, ese 2% erosiona la significación estadística. En la producción, erosiona los márgenes.
El Modo de Fallo Oculto
Incluso cuando las capas se unen inicialmente, la compactación desigual almacena energía elástica. Durante la eliminación de la materia orgánica, cuando los aglutinantes se vaporizan, esas regiones estresadas se liberan como pequeños resortes. El resultado es la delaminación que parece un defecto de fabricación pero que en realidad es un defecto de prensado, desplazado en el tiempo.
El costo psicológico de una prensa inconsistente es la duda. Dejas de confiar en tus resultados. Añades réplicas. Ajustas todas las demás variables, sin darte cuenta de que la prensa misma es la variable.
Por Qué la Presión Necesita Memoria
Tiempo de Permanencia Como Negociación
Un grano de polvo cerámico no encuentra instantáneamente su posición ideal. Necesita un momento para asentarse: un tiempo de permanencia a carga máxima, donde la prensa se mantiene firme y permite que la red de partículas se relaje. Este no es un tiempo inactivo. Es una negociación activa entre la fuerza y la fricción.
Las prensas de laboratorio con monitoreo de presión digital hacen visible esta negociación. Ves la carga estabilizarse, observas que la curva se aplana y sabes que la microestructura está alcanzando el equilibrio. Ese conocimiento reemplaza las conjeturas con evidencia.
El Imperativo de Carga Lenta
Para las hojas AMZ ultra delgadas, la velocidad de carga se convierte en un parámetro de supervivencia. Si el émbolo es demasiado rápido, el aire atrapado entre las capas no puede escapar. Se comprime y luego se expande al liberarse, creando vacíos lenticulares. Una prensa de alta precisión capaz de una rampa lenta y deliberada, a menudo hasta fracciones de milímetro por segundo, transforma una operación mecánica en un ejercicio respiratorio.
La Tabla Que Explica el Fallo
Aquí está lo que la prensa debe entregar y lo que previene:
| Requisito Clave | Beneficio para Laminados AMZ | Alivio Psicológico Que Proporciona |
|---|---|---|
| Distribución Uniforme de Presión | Unión perfecta a través de capas de 35–40 μm | Certeza de que cada borde ve el mismo futuro |
| Control Preciso de Presión | Elimina gradientes de densidad internos | Libertad del miedo a la deformación oculta |
| Alta Densidad de Empaquetado (>85% teórico) | Maximiza el reordenamiento de partículas | Confianza en la resistencia mecánica final |
| Monitoreo Digital y Corrección de Deriva | Condiciones idénticas de lote a lote | Confianza en la repetibilidad de tu propio trabajo |
| Capacidad de Carga Lenta | Sin atrapamiento de aire entre capas etéreas | Tranquilidad cuando cierras la puerta del horno |
El Romance del Émbolo
Existe un romance de ingeniero en una máquina que puede prensar con la fuerza de un coche pequeño, pero regularse dentro de unas pocas decenas de Newtons. Habla de algo profundo: el deseo de controlar lo que no se puede ver.
Una prensa hidráulica de laboratorio de alta precisión hace más que formar cerámicas. Forma un vínculo entre el científico y el resultado. Convierte un proceso estocástico, la compactación de partículas, en un arte determinista. Cuando el laminado AMZ de nueve capas emerge de la sinterización plano y entero, no es magia. Es el recuerdo de una presión uniforme, codificado en cada grano.
Construyendo un Ecosistema Completo para el Cuerpo en Verde
Por supuesto, la prensa nunca está sola en su tarea. Se encuentra aguas abajo de todos los demás pasos de preparación. La pureza del polvo, la distribución del tamaño de partícula de la molienda de bolas o molienda de chorro, la homogeneidad introducida por un mezclador desespumante, todo converge en el momento del prensado.
Nuestro enfoque es tratar la preparación de muestras no como una secuencia de herramientas aisladas, sino como un sistema con un solo objetivo: un cuerpo en verde tan homogéneo que parece no tener límites internos. Desde molinos criogénicos que mantienen intactas las fases sensibles al calor hasta trituradoras de mandíbula que inician la cascada de reducción de tamaño, cada pieza de equipo preserva la opción de la precisión cuando el émbolo finalmente desciende.
Ya sea que la aplicación exija una prensa de laboratorio estándar, una Prensa Isostática en Frío o en Calor (CIP/WIP) para rodear la pieza con presión similar a un fluido, o una prensa de vacío en caliente que combina la compactación con la sinterización, la arquitectura de control sigue siendo la misma.
Elegiendo Tu Filosofía de Presión
- Si tu obsesión es la fiabilidad estructural, selecciona una prensa que pueda mantener un tiempo de permanencia estable: minutos de fuerza inquebrantable.
- Si tu obsesión es la precisión dimensional, exige un monitoreo de presión digital que registre cada ciclo, para que ningún lote quede aislado.
- Si tu obsesión son los laminados de película delgada, insiste en velocidades de carga lenta programables que traten las 40 micras como un territorio, no como una idea tardía.
Una Compactación Final

Las cerámicas se rompen cuando la tensión se concentra. Los cuerpos en verde se rompen cuando la presión se concentra. Ambos fallos comparten una causa raíz: la falta de uniformidad.
El laminado AMZ de nueve capas es una prueba. Pregunta: ¿Puedes prensar con la suficiente suavidad para preservar las capas, pero con la suficiente firmeza para hacerlas una sola cosa? La respuesta no está solo en la fuerza, sino en el control. Cuando tienes una prensa que recuerda lo que hizo la última vez y lo vuelve a hacer con precisión digital, dejas de luchar contra la variabilidad y empiezas a construir fiabilidad.
Tu próximo cuerpo en verde puede emerger del horno como un monumento a la precisión, o como otro misterio fracturado. La diferencia reside en las decisiones a escala de micra tomadas mucho antes de que el calor toque la cerámica.
enlaces rápidos
Productos sugeridos
Prensa de Tabletas Manual con Manómetro de Doble Escala para Preparación de Muestras en Laboratorios Farmacéuticos, Alimentarios y Químicos Prensa de tableta única de 6 toneladas, equipo de compresión de polvo para laboratorio, máquina formadora de comprimidos Prensa de tabletas de un solo punzón de 5 toneladas para producción de lotes pequeños en laboratorio Prensa de tabletas de un solo punzón de 6 toneladas con frecuencia variable Pulverizador Molino Universal de Laboratorio para Procesamiento de Lotes Pequeños de Polvo e Investigación en Ciencia de MaterialesLectura adicional
La mecánica oculta de la densidad: cómo una simple prensa transforma el polvo quebradizo en compuestos irrompibles La grieta en el crisol: Un enfoque sistémico para obtener blancos perfectos de ferrato de bismuto y la física oculta de la compactación de polvos El Momento de la Verdad en los Compuestos de Sólidos Lubricantes: Por Qué Su Prensado Hidráulico Decide Todo Antes del horno, una conversación con el caos: Cómo el procesamiento de precisión de polvos y la compactación dan forma a la fiabilidad del combustible nuclear La Verdad de 15 Toneladas: Por qué tu Análisis Elemental es tan bueno como tu PastillaPowderPreparation
Last updated on May 14, 2026
Productos relacionados

Prensa de Tabletas Manual con Manómetro de Doble Escala para Preparación de Muestras en Laboratorios Farmacéuticos, Alimentarios y Químicos

Prensa de tableta única de 6 toneladas, equipo de compresión de polvo para laboratorio, máquina formadora de comprimidos

Prensa de tabletas de un solo punzón de 5 toneladas para producción de lotes pequeños en laboratorio

Prensa de tabletas de un solo punzón de 6 toneladas con frecuencia variable

Pulverizador Molino Universal de Laboratorio para Procesamiento de Lotes Pequeños de Polvo e Investigación en Ciencia de Materiales

Molino de laboratorio de oscilación de alta velocidad para molienda fina de polvo y preparación de muestras

Alimentador de polvo vibratorio automático para procesamiento de materiales de laboratorio Alimentador de tolva vibratoria de precisión para manipulación de materiales granulares y pulverulentos Alimentador de bandeja vibratorio de grado industrial para p

Trituradora de Laboratorio Pequeña de Alta Velocidad para Preparación de Muestras de Material Seco

Molino de discos de laboratorio para materiales de dureza media, trituración de carbón, coque y mineral

Molino de Discos de Laboratorio para Preparación de Muestras de Minerales y Menas

Molinillo de laboratorio multifuncional de alta eficiencia y velocidad

Triturador Pulverizador de Alta Velocidad para Muestras Traza Pequeñas Molino de Polvo de Laboratorio

Molinillo de Laboratorio de Alta Velocidad Compacto para Preparación Rápida de Muestras

Trituradora de Mandíbula Pequeña para Laboratorio 100x60mm

Quebradora de Mandíbula de Laboratorio de Altura Elevada Personalizada para Preparación Precisa de Muestras en Ciencia de Materiales

Trituradora de Laboratorio de Doble Rodillo para Materiales de Dureza Media, Carbón y Preparación de Muestras de Mineral

Molino de cuchillas de laboratorio para homogeneización de muestras de gran volumen y preparación de alimentos

Molino de Laboratorio de Alta Velocidad para Muestras Pequeñas y Preparación de Polvos

Trituradora de mandíbula de laboratorio Modelo 2025 para trituración de minerales y materiales frágiles





