Las Fracturas Ocultas: Por Qué Su Cuerpo Verde de Zirconia Falla Antes de Ver el Fuego
May 29, 2026

La Grietas que Aparece de la Nada
Sacas el crisol de zirconia sinterizado del horno. Al principio parece bien. Luego la ves: una grieta delgada como un cabello que recorre la base. No en la superficie donde lo esperabas, sino en lo profundo, donde ninguna herramienta la tocó nunca. La falla se cocinó mucho antes de que el horno se calentara.
La mayoría de los ingenieros culpan al perfil de sinterización. Ajustan las tasas de calentamiento, los tiempos de mantenimiento, la atmósfera. Pero el verdadero culpable a menudo se encuentra aguas arriba, en un momento silencioso de intensa presión al que nadie prestó suficiente atención. El cuerpo verde guardaba un secreto. Y la prensa hidráulica que lo construyó o dijo la verdad o enterró una mentira.
La Arquitectura Invisible
Un refractario de zirconia prensado en seco no comienza como una cerámica. Comienza como un montón de polvo: partículas de zirconia estabilizada con itria, cada una un cristal diminuto y frágil, rodeado de aire.
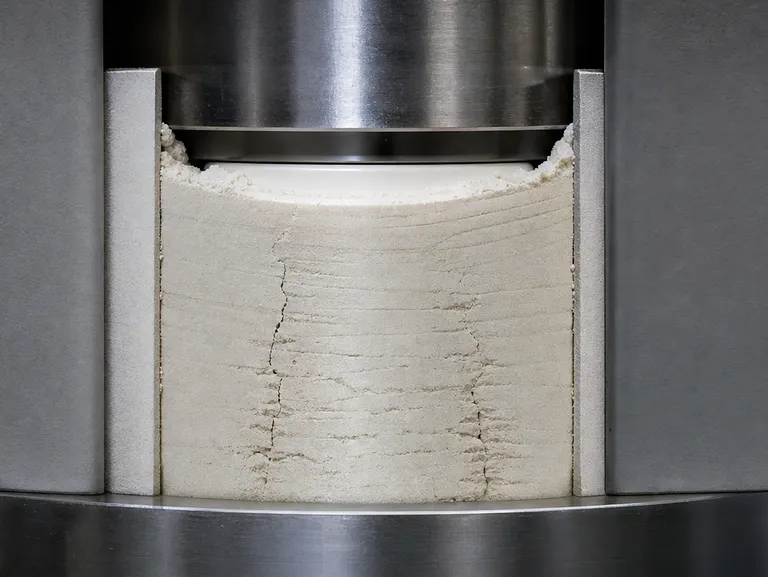
La prensa hace algo casi mágico. Empuja estas partículas juntas con una fuerza que puede superar una tonelada por centímetro cuadrado. Esta fuerza no solo expulsa el aire. Obliga a las partículas a deslizarse, rotar y compactarse en arreglos que nunca encontrarían por sí solas.
Qué Sucede Bajo Una Tonelada Por Centímetro Cuadrado
La densificación ocurre en etapas. Ninguna de ellas es visible desde fuera del molde.
- Primero, el reordenamiento. Las partículas se deslizan unas sobre otras, colapsando los vacíos internos como un edificio al que le quitan los pisos. La mayor parte de la reducción de volumen ocurre aquí, pero los enlaces aún son débiles.
- Luego, la deformación plástica. En los puntos de contacto, la presión alcanza niveles increíbles. Las partículas de zirconia ceden ligeramente, creando puentes soldados en frío. Estos puentes le dan al cuerpo verde su integridad estructural: su resistencia en verde.
- Finalmente, una estructura bloqueada. El aire se reduce a un mínimo. Los poros se reducen a tamaños que realmente pueden sanar durante la sinterización en lugar de convertirse en iniciadores de grietas.
Esta secuencia parece mecánica, pero también es emocional. Cada vacío que dejas atrás exigirá un precio más tarde. Y el operador de la prensa tiene que sentir esa tensión entre velocidad y completitud.
Por Qué la Densidad Uniforme Acecha Tu Sueño
He aquí la trampa psicológica: puedes medir la densidad promedio de un cuerpo verde y sentirte satisfecho. Cumple con las especificaciones. Pero no mediste el gradiente en su interior.
La Forma de Reloj de Arena que Mata Componentes
La mayoría de las prensas de laboratorio e industriales aplican presión uniaxialmente, desde una o dos direcciones. El polvo cerca del punzón se compacta más que el polvo en el centro. El perfil de densidad desarrolla una forma de reloj de arena. Denso en la parte superior e inferior, menos denso en el medio.
Durante la sinterización, esta densidad desigual se traduce en una contracción diferencial. El centro se contrae más que los bordes. Se acumulan tensiones internas hasta que la pieza se deforma, se arquea o simplemente se agrieta. Abres el horno y culpas al ciclo térmico. La prensa sale ilesa.
Una Historia Personal de un Gradiente Invisible
Una vez vi a un técnico prensar una serie de placas de asentamiento de zirconia. Las dimensiones en verde eran perfectas. Las comprobaciones de densidad con el método de Arquímedes estaban dentro de la tolerancia. Pero cada quinta placa se agrietaba en la misma esquina durante la sinterización.
El problema no era el horno. Era un sello desgastado en el cilindro de la prensa que provocaba una ligera deriva de presión durante la fase de mantenimiento. El gradiente era invisible para nuestra medición porque solo comprobábamos la densidad promedio global. Estábamos ciegos a la historia espacial.
El Punto Óptimo Entre Muy Poco y Demasiado
La presión es una droga, y es fácil sobredosificarse. Piensas: "Si 80 kN es bueno, 100 kN es mejor". El polvo no está de acuerdo.
La Trampa de la Sobrecompactación
Una presión excesiva almacena energía elástica dentro de las partículas de zirconia compactadas. Cuando el punzón se retrae y la pieza se expulsa, esa energía se libera de repente. El cuerpo verde se deslaminan en capas, un defecto llamado capping o laminación. Parece una baraja de cartas que se separa.
Estas piezas son peores que fallos. Son ladrones de tiempo. Parecen lo suficientemente intactas para pasar por el manejo, quizás incluso por el mecanizado en verde. Solo se desintegran durante la sinterización, destruyendo lotes y confianza.
Tiempo de Dwell: El Dilema del Ingeniero
El tiempo de dwell, cuánto tiempo mantienes la presión máxima, permite que escape el aire y que los enlaces se estabilicen. Pero cada segundo extra de dwell es un segundo sin producir otra pieza. El rendimiento de producción cae. El operador siente la presión (la psicológica) de apurarse.
Aquí es donde el control de precisión se convierte en identidad. Una prensa que mantiene la presión con una deriva inferior al 1% te permite acortar el dwell sin sacrificar la uniformidad. Dejas de adivinar y comienzas a confiar en la memoria de la máquina de las curvas de presión.
Cómo Construimos Prensa que Recuerdan Cada Partícula

En Our Laboratory Solutions, no vemos la prensa hidráulica como una máquina de fuerza bruta, sino como un instrumento de precisión para la arquitectura de materiales. El equipo se convierte en un socio que elimina la variación.
Un Espectro de Compactación para Cada Desafío de Zirconia
Los problemas que enfrentas dependen de dónde te encuentres en la cadena de ciencia de materiales. ¿Estás produciendo una única pastilla para análisis de XRF o un lote de crisoles para síntesis a alta temperatura? La solución de prensado cambia.
| Su Objetivo Principal | La Filosofía de Prensa Correcta | Por Qué Importa para la Zirconia |
|---|---|---|
| Densidad Estructural Máxima | Prensado Isostático en Frío (CIP) hasta 300 MPa | Elimina gradientes uniaxiales; compactación uniforme en todas las direcciones |
| Precisión de Alto Rendimiento | Prensa uniaxial de escala de laboratorio con presión programable | Equilibra velocidad y repetibilidad para una resistencia en verde consistente |
| Discos o Pastillas Delgadas | Prensa para pastillas XRF con control preciso de fuerza | Previene el capping en geometrías delgadas al gestionar el retroceso elástico |
| Preparación Avanzada para Sinterización | Prensa en caliente al vacío | Combina presión y temperatura para pre-densificar para sinterización asistida por campo |
Más Allá de la Prensa: El Sistema Completo de Polvo a Cuerpo Verde
La prensa no trabaja sola. La distribución del tamaño de partícula, el contenido de humedad, la granulación e incluso la fricción de la pared del molde determinan la calidad final. Por eso hemos construido un ecosistema alrededor de la prensa:
- Molienda y Pulverización: Molinos de bolas planetarios, molinos de chorro y molinos criogénicos te dan la morfología exacta de partícula necesaria para un empaquetamiento confiable.
- Tamizadoras y Tamices de Prueba: Sistemas de chorro de aire y vibratorios aseguran que la distribución de tamaño de tu polvo no varíe de lote a lote.
- Mezcladores de Polvo y Mezcladores Antiespumantes: Una mezcla homogénea previene la segregación que crearía sus propios gradientes de densidad antes de que la prensa toque siquiera el polvo.
Todo este flujo de trabajo controla la información que el polvo lleva al molde. Le das a la prensa una historia consistente para escribir.
El Romance de la Pieza Arquitectónica Impecable

Hay un momento en el laboratorio en el que expulsas un cuerpo verde y lo sostienes en tu mano. Todavía es solo un compacto de polvo, frágil y fresco. Pero ya lleva el plano del componente sinterizado en que se convertirá.
Si lo prensaste correctamente, con fuerza controlada, gradientes gestionados y respeto por el dwell, ese plano no tiene fracturas ocultas. La sinterización será una culminación, no una revelación de defectos ocultos. La pieza se contraerá uniformemente, cristalizará limpiamente y entrará en servicio llevando la misma integridad que le diste.
Ese es el romance del ingeniero. No la máquina en sí, sino la cadena de causalidad que permite: de polvo a producto, de fuerza a función.
Te ayudamos a cerrar esa cadena. Contacte a Nuestros Expertos para encontrar el sistema de prensado, molienda y tamizado que convierta su polvo de zirconia en componentes en los que confíe antes de que vean el fuego.
enlaces rápidos
Productos sugeridos
Prensa de Tabletas Rotatoria de 9 Estaciones Mejorada para Compactación de PolvosLectura adicional
El Momento de la Verdad en los Compuestos de Sólidos Lubricantes: Por Qué Su Prensado Hidráulico Decide Todo La Verdad de 15 Toneladas: Por qué tu Análisis Elemental es tan bueno como tu Pastilla Punto de quiebre: lo que una prensa hidráulica revela sobre el hormigón y nuestros propios prejuicios Las grietas que no ves: Cómo los errores de prensado sabotean las cerámicas autorreforzadas de Beta-Si3N4 La Ventana Transparente: Cómo la Presión y la Sal Ingenian un Camino de Luz a Través de Muros AntiguosPowderPreparation
Last updated on May 15, 2026




